Как гибкие 3D-сварочные платформы снижают количество дефектов литья?
2025-11-27
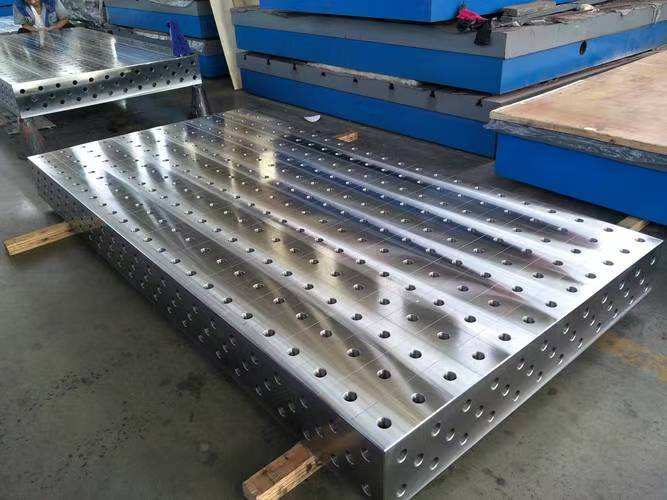
Гибкая 3D-сварочная платформа подходит для решения различных задач контроля. В качестве опорной плоскости для прецизионных измерений она в первую очередь используется при контроле и измерении механических деталей для проверки точности размеров или отклонений характеристик деталей, а также может использоваться для скрайбирования. Она является незаменимым эталонным измерительным инструментом для плоскостных измерений при контроле механических изделий.
В процессе охлаждения напряжение в отливке, создаваемое сварочной платформой, превышает прочность материала при данной температуре, что приводит к остаточной деформации. Она служит опорной поверхностью для прецизионных измерений и также является незаменимым инструментом контроля при контроле машиностроения. Рабочая поверхность сварочной платформы должна быть свободна от дефектов, серьезно влияющих на ее внешний вид и эксплуатационные характеристики, таких как песочные раковины, пористость, трещины, шлаковые включения, усадочные раковины, царапины, вмятины и пятна ржавчины.
Ниже мы расскажем, как гибкая 3D-платформа снижает количество дефектов литья.
I. Соединения между стенками отливки должны строго исключать острые углы и скопления металла. Переход между толстыми и тонкими стенками должен быть плавным, чтобы избежать резких изменений, которые могут привести к возникновению термических точек и концентрации напряжений, приводящих к образованию термических трещин и усадочных раковин.
II. Для локальных утолщенных участков отливок платформ следует максимально использовать конструкции с выемкой или литыми отверстиями с соответствующим усилением ребрами.
III. Толщина стенок отливок должна быть максимально равномерной для предотвращения образования усадочных раковин и термических трещин. При необходимости определения условий последовательной кристаллизации толщина стенки должна варьироваться в одном направлении как можно больше. При необходимости определения условий одновременной кристаллизации толщина стенки в поперечном сечении должна быть максимально равномерной.
IV. Литые отверстия на плоских стенках сварных отливок платформ следует усиливать приподнятыми кромками для уменьшения толщины стенки.
V. Конструкция отливки должна максимально обеспечивать беспрепятственную усадку при охлаждении.
VI. Трехмерные гибкие отливки платформ должны обладать хорошей формуемостью; Минимальная толщина стенки отливки должна контролироваться и не должна быть меньше допустимого значения.
VII. Большие межслойные полости, такие как каналы для воды и воздуха внутри отливки, должны иметь несколько соединительных колонн.
VIII. Платформы должны по возможности избегать больших горизонтальных поверхностей внутри отливки. Трехмерные гибкие сварочные платформы широко применяются при производстве стальных конструкций, различных кузовов транспортных средств, сварки рельсового транспорта, велосипедов и мотоциклов, машиностроения, рам и коробов, сосудов высокого давления, роботизированной сварки, обработки листового металла, металлической мебели, сборки оборудования, промышленных трубопроводов (фланцев) и испытательных систем.